
今回は、超精密研削加工についてお話しします。
超精密研削に使用する研削盤は、基本的な機械要素は超精密切削加工機とほとんど変わりませんが、切削加工との違いは、切削加工はダイヤモンド工具のポイントで加工するのに対し、研削砥石を用いて面で加工するため、加工力が大きいことです。そのため、剛性の大きい機械要素が必要です。したがって、摺動面はきさげ加工した両Vのすべり摺動や、静圧油潤滑した摺動が用いられます。また、砥石軸も回転精度が良好で、かつ剛性の大きい静圧油軸受けが用いられます。
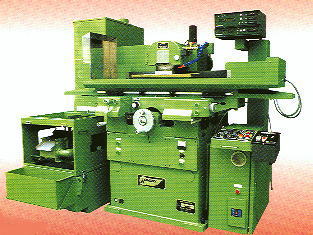
超精密研削を行うには、精密な位置決め、及び微小な切り込みが出来なければ、高精度を達成することが難しくなります。図1は切り込み0.1μmの長島精工(株)製の平面研削盤で摺動面は両Vの滑り摺動を採用して剛性を高めています。
また、砥石も重要です。 特に、0.1μm以下の鏡面を得るには、粒度の細かい(#800~#3000)の砥石が必要です。
切り込み機構として送りねじによるほか、微動機構として圧電素子によりダイヤモンドバイトを1ナノメートルステップでの切り込みを可能としているものもあります。
研削砥石は切れ味良くドレッシングし、出来るだけ研削抵抗を低減し、研削力を小さくするだけでなく研削熱発生を抑制する必要があります。
また、振動を抑制することが重要で、機械外部から伝わって来る振動を除振するだけでなく、砥石アンバランスを無くし、自らの回転によって生ずる振動も極力小さくする必要があります。
研削液は濾過して、そのμmオーダの微小な砥石屑や切り屑を取り除く必要があります。また、場合によっては、液温度を一定に制御して、研削盤の熱変形を防止することも必要になります。
表1に、超精密研削加工に必要な要素技術を簡単にまとめておきます。
| 研削盤関連 | 高剛性 高精度運動精度(直線・回転) 微小切込み機構 超精密位置決め 経年変化の無いこと |
| 砥石関連 | 微粒砥石 バランス取り 研削液種類と注液法、温度管理 研削液の濾過法(微細な切屑・砥石屑の除去) 精密ドレッサーとドレッシング |
| 環境関連 | 外乱振動制振機構- 環境温度コントロール(恒温室) 防塵対策 |
★ご意見、ご感想はこちらにお願い致します。info@ueda-tech.com





