
この分類に含まれる材料としては、MMC(Metal Matrix Composites)や、FRP(Fiber Rainforced Plastics)などがあり、比較的柔らかい母材中に硬度物質を含み、表面粗さの劣化や、砥石目詰まり、砥石摩耗を増大させるなどの難削性を有します。またばり、クラック、剥離の発生などの好ましくない現象が生じ易いなどの難研削性を示します。
MMCはSiC、Al2O3 、TiCの長繊維や短繊維、粒子、ウィスカなどを含有します。これらは一般焼成砥粒に用いられるものであり硬度MHv2100~3200と極めて硬いものです。各種砥石によるSiC強化Al合金の研削性比較図 MMCの研削の一例として、右図にSiC強化Al合金(A1050)の各種砥石による研削性能の比較を示しますが、ダイヤモンドホイールの場合、比研削抵抗(研削方向に垂直な単位面積あたりの研削抵抗)は低く、研削比(工作物の研削量に対する砥石摩耗量の比)が大きい、すなわち砥石摩耗は少ないが、面粗さは良好に出来ません。CBNホイールは比研削抵抗はある程度大きく、研削比も小さくなりますが、面粗さは若干改善されます。
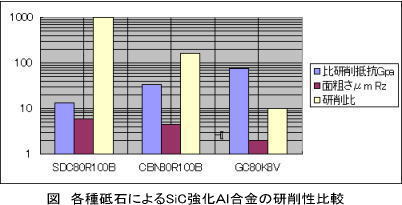
GC砥石では、比研削抵抗は大きく、研削比も小さくなりますが、面粗さは最も良くなります。
FRPは、カーボン繊維を使用したCFRP、ガラス繊維を使用したGFRPがあります。FRPの研削においては、一般にダイヤモンドホイールが用いられ、加工条件として、浅切り込み、高速送りが研削抵抗の低減、加工性が向上します。ただし、研削液を使用しない場合、粉塵が大量に発生し安全衛生上の問題が生ずるので、集塵機で吸引しながら行う必要があります。
★ご意見、ご感想はこちらにお願い致します。info@ueda-tech.com





